Vol. 6 Issue 2 Page No- 10-23
Pankaj Kumara1, Prof. (Dr.) D. Buddhib, Prof.(Dr.)Mukesh Kumar Guptaa2, K.K. Sinhaa
a Dept. of Engineering & Technology Suresh Gyan Vihar University, Jaipur, India
b Lovely professional University, Jalandhar, India
| Abstract
The paper was concerned with the intervention of Concentrating Solar Thermal (CST) technology in textile sector to reduce the dependence of fossil fuels. CST technology will help in the sector to meet the thermal requirement using for different manufacturing process with easy to integrate with conventional boiler without any disturbing to existing system. The potential of solar energy in India is very good and easy to adopt solar thermal technology to textile and other major industries using for direct and indirect heating required low-medium temperature for process heat application. |
| Keywords
Solar Thermal technology Solar Energy Textile Industry CST |
Introduction
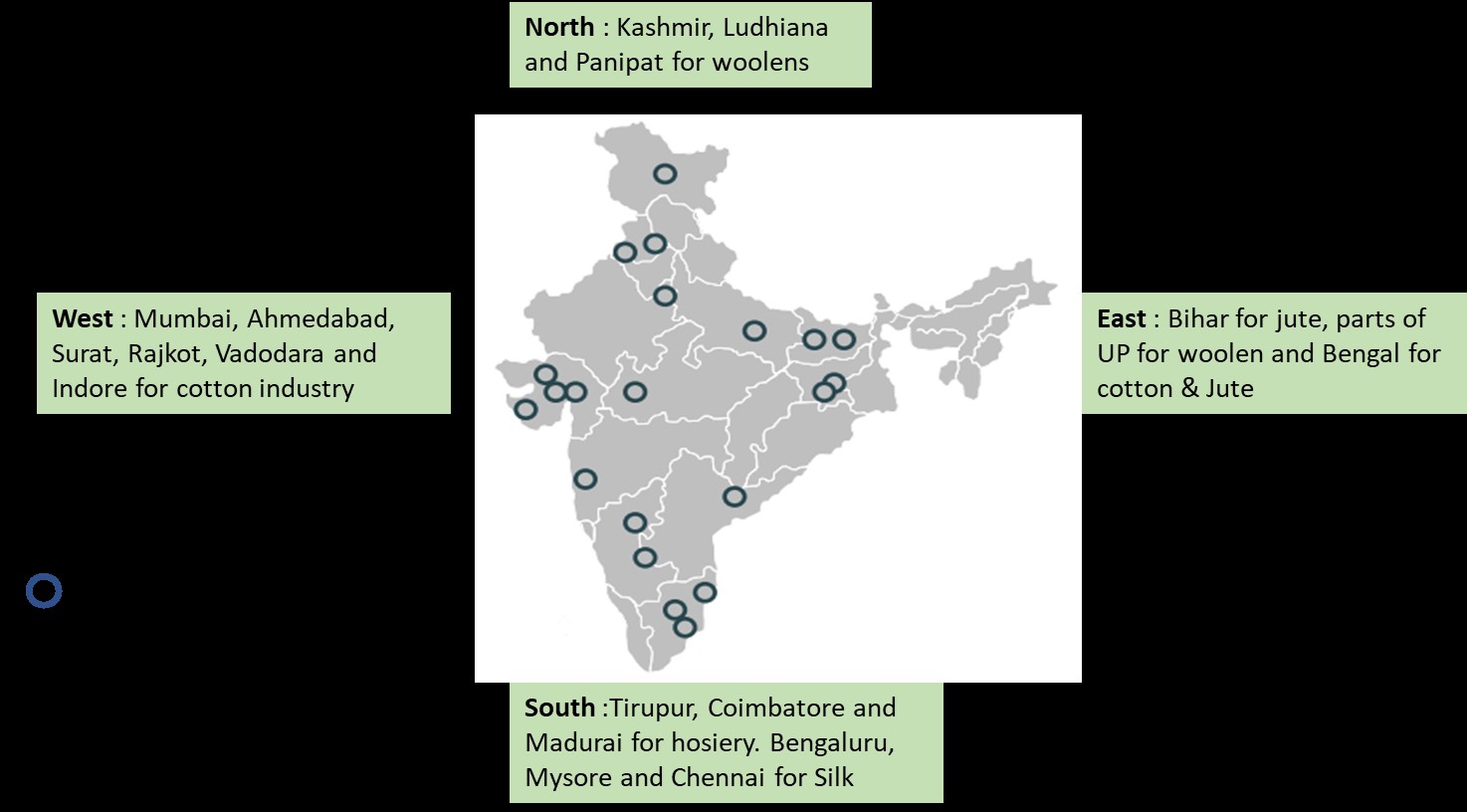
Textile is one of the most important industries considering total investments of Indian market. It contributed 2% to the GDP of India and employs more than 45 million people with 15% to the export earnings of India in 2017-18, it is also expected to reach USD 223 billion India’s textile market by 2021[1].
The details of the major textile and apparel zones in India are given in the figure 1.
Solar potential in India
Solar thermal technologies are based on the availability of solar radiation in India. The annual average solar irradiance available in India is 4 – 7 kWh/m2/day during sunshine hours [2].
The solar map provides the variance in solar radiation across India are shown in fig.2 [3].
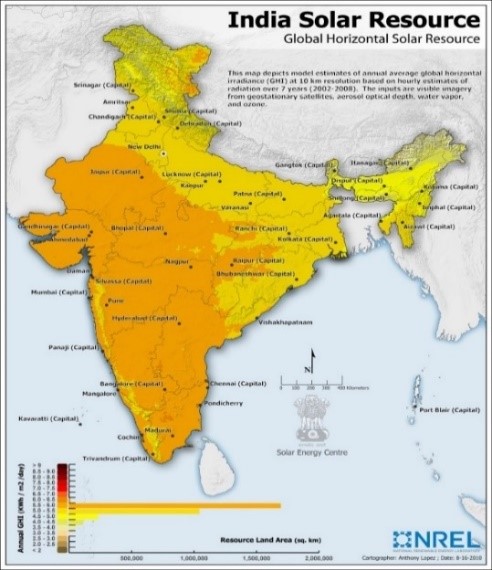
Fig. 2. India’s Solar Resource Map
The deployment of solar energy in textile sector for design concentrating solar thermal system needs quality and reliable solar radiation data, which is available on NREL & SRRA in NIWE websites.
Concentrating solar thermal technology
CST is a device which can concentrate solar radiation using mirrors /lenses to produce temperatures. The high concentration is achieved due to the arrangement for tracking, quality of reflectors. Temperature as high as 3000°C can be achieved using CST [4]. These devices, however, need tracking to focus Sun rays on to a receiver all the time. They can also tap only direct normal radiation and not the diffuse. CST systems are useful for medium and high temperatures required for various applications in industries, commercial establishments and institutions. Based on the identified processes in the textile industry were done on a sample basis and their energy requirements were mapped to assess the potential of concentrating solar thermal intervention. The technologies identified for the intervention to integrate with existing system using for heating in textile sector is given below.
Parabolic Trough Concentrator
A cylindrical concentrator of parabolic cross-sectional shape, and a circular cylindrical received located along the focal line of the parabola [4]. It reflects direct solar radiation onto an absorber tube located in the focal line of the parabola shown in fig.2. The absorber tube may be made of mild steel or copper and is coated with a heat resistant black paint. Selective coating may be used for better performance. Depending on the temperature requirement different heat transfer fluids may be used. Generally, reflectors are anodized aluminium sheet, aluminized Mylar or curved silvered glass. The concentration ratio for a cylindrical absorber varies from 5 to 30 [4].
The working principle of linear concentrators with parabolic cross section converts solar beam radiation into thermal energy to produce high temperature of 100 to 500°C [5]. The focal line, onto which beam radiation is reflected, compared of all focal points at each cross-sectional location of the concentrator.
The schematic diagram of single axis line focusing PTC is given below in fig.2 [6]
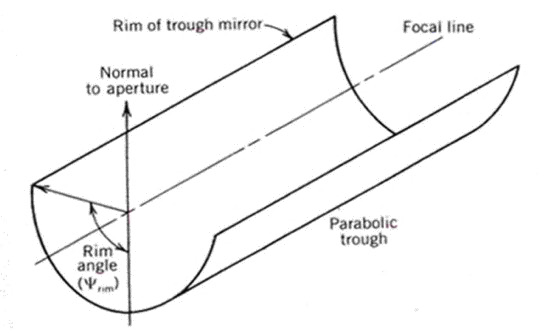
Fig.2. PTC single axis tracking line-focus dish [6]
PTC may be oriented in any of three direction: East-West, North-South or Polar [4]. The first two common E-W & N-S directions are moved to track the sun radiation to generate more heat during sun shine hours.
Parabolic dish
A parabolic dish consists of mirrors mounted on a truss structure such that the incident sunlight is reflected on to a cavity receiver which is specially designed to reduce convective and radiation heat losses. The receiver which is insulated on the outside is held in a fixed position in relation to the reflectors by means of a suitable structure. The entire array of mirrors and receiver move to track the Sun. Cavity receivers allow energy to be intercepted by a small aperture or opening which results in low losses. The inside of the cavity may be specially coated to increase its absorption of the sunlight that falls on it, and there are mechanisms to prevent or reduce convective heat losses from the receiver.
Parabolic dishes as shown in fig 3 are delivering high temperature. The thermal energy attained using parabolic dishes is in 100-400°C temperature range. The paraboloid can have a reflector area up to 90 m2 and a system like these can produce more than 50 KWth of thermal output at 1000 W/m2 solar insolation [7].
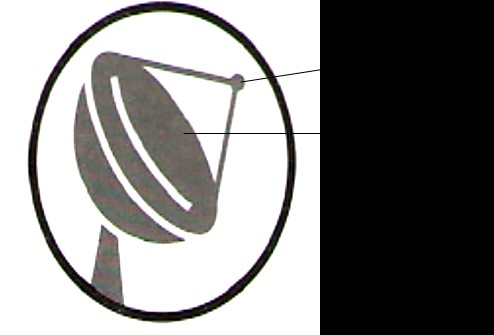
Fig.3. Paraboloid Dish a dual axis tracking point-focus paraboloidal solar dish
Textile process
The major operations in the textile industries using for the process heat application are involved in de-sizing, scouring, bleaching, mercerizing, dyeing and finishing and most of the energy efficient plant recover waster heat to re-use a condensate heat for pre-heating boiler feed water. Large quantities of steam are also used for heating drying and lesser temperature for humidifying space conditioning air.
The below fig. 4, 5 are generalized the flow diagram illustrating the various textile processes that are involved in converting raw materials in to a finished product.
- Yarning: The heat is required for cotton blowing in yarning process. The heat can be provided using solar systems.
- Weaving: Weaving of the yarn requires heat in the form of steam for the sub-processes like sizing, warping, rewinding etc. The steam requirements that are in the range of 5-10 bars can be easily catered with the solar steam systems.
- Yarn drying: The processes like scouring, washing, dying require mainly steam as their heat source.
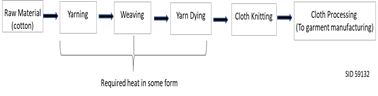
Fig.4. Flow diagram for textile manufacturing
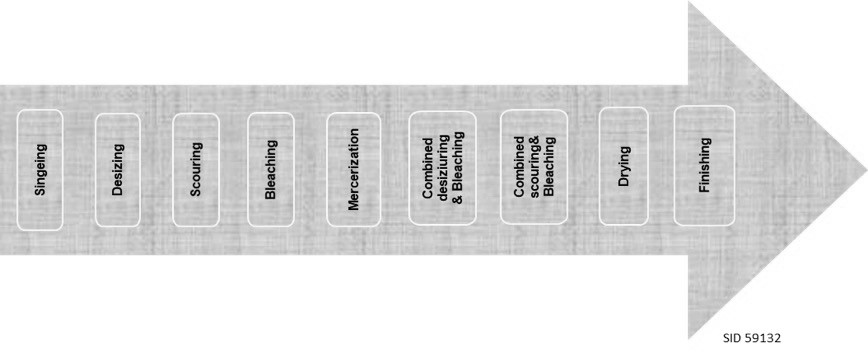
Fig.5.Flow diagram for process of garment manufacturing
Energy profile and solar mapping in textile industry
The above diagram indicates for the requirement of hot water for textile finishing and every step that the temperature requirements are different for different process. CST can deploy to meet the thermal requirement based on the hot water requirements, the following table shown for the requirements of heating and cooling Table 1.[8]
TABLE-1: SOLAR MAPPING IN TEXTILE FINISHING
| Processes | Temperature(°C) |
| De sizing | 60 – 90°C |
| Scouring | 60 – 110°C |
| *Bleaching | 90 – 95°C |
| Mercerization | 60 – 70 °C |
| Dyeing | 70 – 90°C |
| Finishing | 40 – 110°C |
*Bleaching will depend on the type of fibre, cloths and temperate raised for the process up to 150°C.
The textile industry uses large quantities of both thermal energy and electricity [9].
- Thermal energy required per meter of cloth – 4,500-5,500 kCal, and
Electrical energy required per meter of cloth – 0.45-0.55 kWh
This coverts into huge quantities of fossil fuels – both to create energy directly needed to power the mills, produce heat and steam, and power air conditioners, as well as indirectly to create the many chemicals used in production.
Annual Survey of India (ASI) has reported that the primary energy consumption of 5.66 Mtoe in the Textile for Spinning, Weaving and finishing in 2008-09.
The given graph in Fig.6 shows that the primary source of energy consumption and chart indicate in fig.7 shows that the cost contribution for textile process [10].
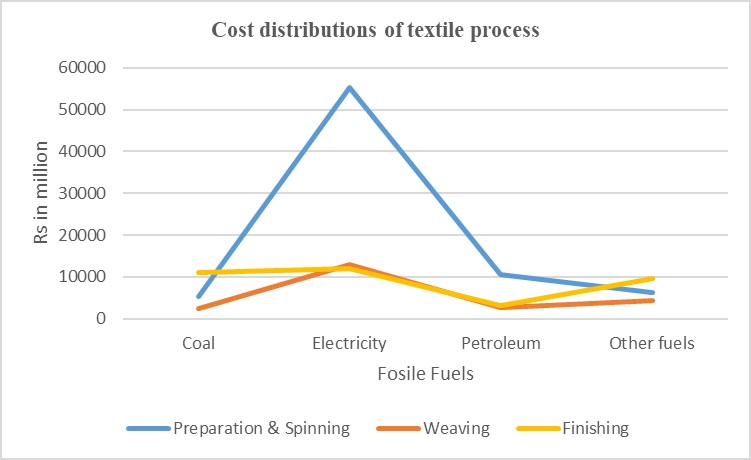
Fig. 6 Cost distribution of fuels for different process in textile manufacturing
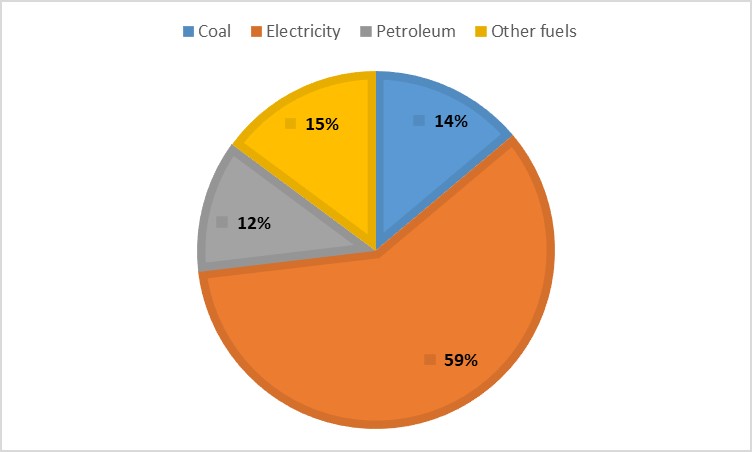
Fig.7 Energy consumption for different textile process
Design of solar system
The major processes identified in the textile industry were done on a sample basis and their energy requirements were mapped to assess the potential of solar thermal interventions and based on the energy requirement to proposed solar thermal system.
De sizing
De-sizing is the process for the treatment of fabric with a detergent solution to require temperature at 90°C. The thermal energy requirement to fulfilled the desire temperature by furnace oil or other conventional fuels. The process for a typical sample unit requires 75 litres of furnace oil (FO) for one batch of 7 hours. The thermal energy calculations for the batch shown in table 2.
TABLE 2. THERMAL ENERGY USING FURNACE OIL FOR DESIZING APPLICATION
| Parameter | Unit | Value
|
| Fuel Consumption | Liters/batch | 75
|
| Calorific value of FO | kCal/liters | 8,500
|
| Total calorific output from fuel | kCal | 637,500
|
| Boiler efficiency | % | 85
|
| Total calorific output for process
|
kCal | 541,875
|
The sample unit uses FO based generate hot water for the desizing process.
Solar thermal options are explored to satisfy the heat requirements for the process described above.
The process requires 541,875 kCal for replacement of 75 liters FO being currently utilized in the existing boiler. Assuming solar system efficiency 95%, the energy required from the system shall be 637,500 kCal. Based on the energy assessment that the solar system sizing for different technologies is illustrated in table 3.
TABLE 3: System design for desizing process
| Technology | Heat
Output |
Energy required | Energy replaced by solar | FO replaced | System size |
| kCal/day | kCal/day | kCal | Liter | m2
|
|
| PTC | 75000 | 637500 | 570000 | 80 | 280
|
| PD | 300000 | 637500 | 570000 | 80 | 180
|
Bleaching
During the chemical process in the sector, the selection of bleaching will depend on the type of fiber present in the yarn, cloth or finished product and the temperature raised for the process in the range of 90 -150°C for the particular fiber.
The thermal energy requirement in the process is fulfilled by indirect heating by use of furnace oil in the sample unit which supplies energy to the thermo-pack. In the process for a typical sample unit the thermo-pack name plate capacity is 500,000 kilo calories per batch of 7 hours. The thermal energy calculations for the batch for bleaching process shown in table 4.
TABLE 4. Thermal Energy Requirement Using Thermopack For Bleaching Process
| Parameter | Unit | Value
|
| Name plate capacity | kCal/batch | 500,000
|
| Efficiency of thermopack | % | 90
|
| Total calorific output from fuel | kCal | 450,000
|
| Efficiency of boiler | % | 75
|
| Total calorific output from FO boiler | kCal | 670,000
|
The sample unit uses furnace oil fired boiler system to thermal energy which is then supplied to the thermopack, Solar thermal options are explored to satisfy the heat requirements for the bleaching process.
The process requires almost 670,000 kilo calories as illustrated in the above section for replacement of furnace oil being currently utilized in the existing boilers. Assuming solar system efficiency of 95%, the energy required from the system shall be 700,000 kilo calories and based on this energy assessment that the system sizing for different technologies is illustrated in table 5.
TABLE 5. System Design For Bleaching Process
| Technology | Heat
out put |
Energy required
|
Energy replaced by solar | FO
replaced |
System size |
| kCal/day | kCal/day | kCal | Liter | m2 | |
| PTC | 75000 | 700000 | 641250 | 111 | 315
|
| PD | 300000 | 700000 | 570000 | 100 | 200
|
Dyeing
Dyeing to adding colour of any materials likes fibers, yarns and fabrics, the temperature requires for direct dyeing and yarn dyeing requires hot water in the range of 70-90°C and few of the case for process dyeing requires 110°C.The thermal energy requirement in the process is fulfilled by use of furnace oil and in the process for a typical sample unit the dyeing process requires 5000 liters pressurized hot water daily at 110°C. The fuel utilization for dyeing requires 95 liters FO for the calculation of dying process are shown in table 6.
TABLE 6. Thermal Energy Requirement Using Furnace Oil for Dyeing
| Parameter | Unit | Value
|
| Fuel Consumption
(FO/batch of 7 hrs) |
Liters | 95 |
| Calorific value of FO | kCal/liters | 8500
|
| Total calorific output from fuel | kCal | 807,500
|
| Boiler efficiency | % | 75
|
| Total calorific output for process | kCal | 600,000 |
The sample units use FO fired boiler system to generate steam. Solar thermal options are to be explored to satisfy the heat requirements for the dyeing process.
The process requires almost 600,000 kilo calories for replacement of 95 litres of FO being currently utilized in the existing boilers. Assuming solar system efficiency of 95%, the energy required from the system shall be 570,000 kilo calories and based on this energy assessment that the system sizing for different technologies is illustrated in table7.
TABLE 7 System Design For Dyeing Process
| Technology | Heat
out put |
Energy required | Energy replaced by solar | FO
replaced |
System size |
| kCal/day | kCal/day | kCal | Liter | m2 | |
| PTC | 75000 | 570000 | 570000 | 90 | 280
|
| PD | 300000 | 570000 | 570000 | 90 | 180
|
Boiler feed water pre-heating for other process in textile.
The pre heating of boiler feed water is a common process in all the industries where the boiler used for industrial process heating application. In the process, the temperature of input water to the boiler is raised so as to reduce the fuel requirement of the boiler. Boiler feed water pre heating is effective in two ways:
- Reduces the plant operational costs, and
- Reduces the thermal shock to the boiler metal when hot water is introduced instead of water at ambient temperature.
The thermal energy requirement in the process is fulfilled by use of FO to increase the temperature of the input water or ambient from 25°C to 85°C.The unit has a requirement of 9000 litres water per day to feed in the boiler. The thermal energy calculations for the batch to required heat is 585,000 kilo calories.
Solar thermal options are to be explored to satisfy the heat requirements for the boiler feed water pre heating process.The process requires almost 585,000 kilo calories for boiler feed water preparation process. Assuming solar system efficiency of 95% the energy required from the system shall be 615,000 kilo calories and based on this energy assessment that the system sizing for different technologies is illustrated in table 8.
TABLE 8. System Design For Pre-Heating Boiler
| Technology | Heat
out put |
Energy required
|
Energy replaced by solar | FO replaced | System size |
| kCal/day | kCal/day | kCal | Liter | m2 | |
| PTC | 75000 | 615000 | 570000 | 90 | 280
|
| PD | 300000 | 570000 | 570000 | 90 | 180 |
Based on the process explained to satisfy with the thermal requirements using in various process, solar thermal technologies could easily be integrated in the existing system to reduce the dependence of fossil fuel. The size of the solar system has to be designed so as to optimize the thermal energy production and the current resources in hand. Solar thermal systems need to function so as to satisfy the process requirements of the industry in spite of variability of solar radiation over the days and seasons.The different technologies applicable for such process requirement are high efficient Parabolic Trough and Parabolic dishes based Concentrating Solar thermal system.
The indicative layout of the processes after the integration with solar thermal systems are shown in fig.7.
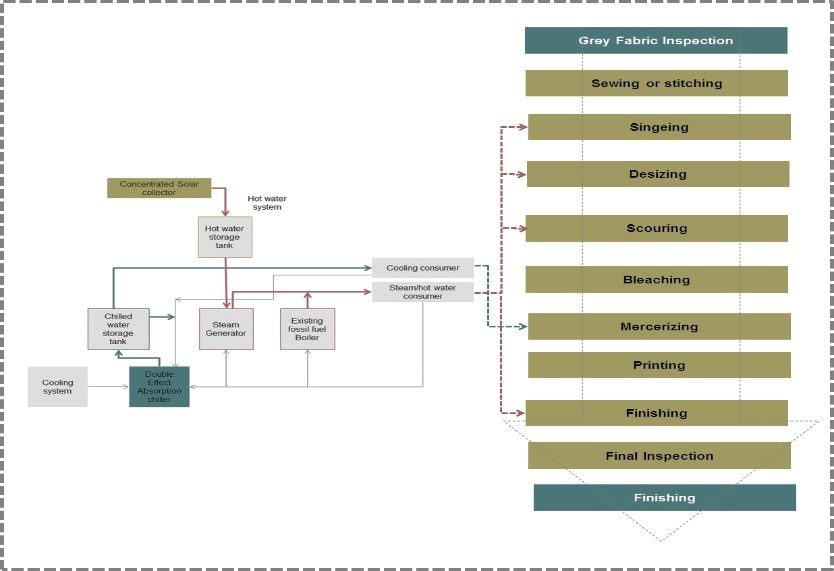
Fig.7. CST system integrate with existing system for textile process [11]
Conclusion
The article focused in the textile sector for satisfying the heat requirements in the various units and recommend for the deployment of concentrating solar thermal technologies to reduce the dependence of fossil fuels and it could easily be integrated in the existing boiler, further study require for the assessment of .actual performance monitoring of the system installed for textile manufacturing and estimate the cost economic of the system installed.
The major concerns are designing of CST systems are on the availability of ground based direct normal irradiance (DNI) to propose actual size of collector area as most of the case using CST in textile and other industrial sectors are using satellite based solar radiation data which is to effect on the cost economic of the system.
References
- Indian Textiles Industry Report, March 2020, available on India Brand Equity Foundation; ibef.org.
- Report on Material and Component Specification “Dual axis Tracked Paraboloid dish” by IT Power India under MNRE-GEF-UNDP project on CST, pp1, December 2015.
- India’s Solar Resource Map, National Renewable Energy Laboratory, US department of Energy, Washington DC office.
- Tiwari G.N., Solar Energy Fundamental, Design, Modelling and Applications Book, pp 250, 255-256 (2004).
- John A and William A. Beckman pp 351,” Solar Engineering of Thermal Process, Wiley, New York (2013).
- http://www.powerfromthesun.net/Book/chapter08/chapter08.html
- Technical manual on Operation and Maintenance of Paraboloid dish based solar system, UNDP-GEF project on CST, Anthropower pp7, November 2014.
- Report on Identifications of Industrial Sector Promising for Commercialization of Solar Energy published under Commercialization of Solar Energy in Urban and Industrial Area by German International Cooperation, GIZ, New Delhi (December 2011).
- “Improving profits with energy-efficiency enhancements”, December 2008, Journal for Asia on Textile and Apparel, Available http://textile.2456.com/eng/epub/n_details.asp?epubiid=4&id=3296.
- Annual Survey of India database 2008-09; Ministry of Statistics and Programme Implementation.
- Report on Mapping CST technologies for Industrial Process heating and cooling, United Nation Industrial Development Organisation, Regional office in India, New Delhi (2017).[i]